

Due to constantly increasing process speeds in plastics and rubber processing, the elastic properties of polymer materials are becoming increasingly important. In addition to the viscous and elastic flow properties, the relaxation behaviour of the materials is responsible for maintaining the dimensions of components. The relaxation behaviour can also be determined in a capillary rheometer using a simple experiment. The advantage of determining the relaxation behaviour with the capillary rheometer is that it can be determined under process-like conditions. The basis for this is the Maxwell model.
Maxwell - relaxation time - determination
The Maxwell model represents a simple model of the visco-elastic material behaviour.
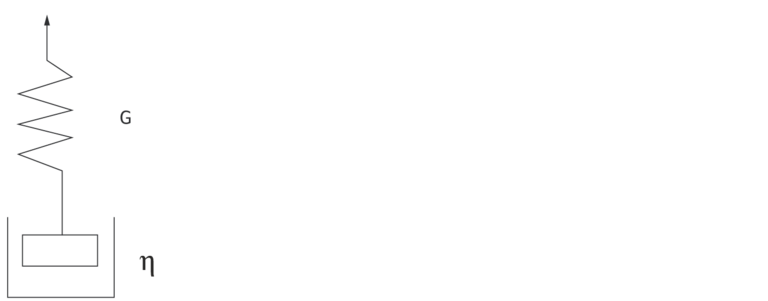
The Maxwell model can be assembled by the series connection of the basic body of the elastic spring (Hooke body) and the piston in a liquid (Newton body) and described by the following equation.
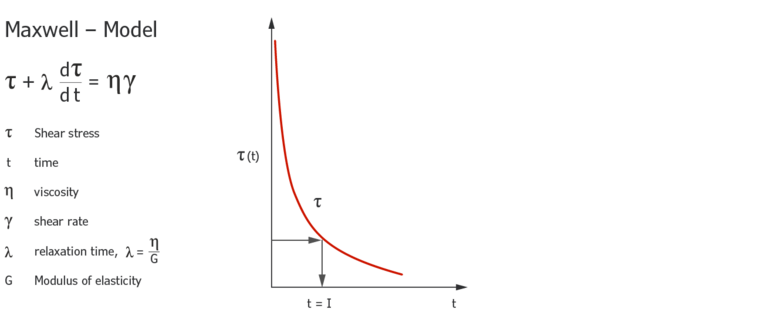 Figure 1: Maxwell Model
Figure 1: Maxwell Model
The material time and thus a material characteristic of the material is now determined from the exponential relieve in tension by the eth part (e = Euler number ~2.7).
A very interesting application of relaxation time is the Deborah number. If the Deborah number is ≥1, relaxation processes are balanced during processing and do not have to be taken into account. If the Deborah number is De <1, relaxation processes also occur after processing and must be taken into account accordingly.
Experiment with the capillary rheometer
The basis of the experiment to determine the relaxation time according to Maxwell is a step experiment. The material is initially loaded with a certain stress (deformation). This is then suddenly released and the exponential decrease is measured.
Such an experiment can be carried out very easily in the capillary rheometer. For this purpose, the material is extruded at a constant shear rate. A constant stress (pressure) results after reaching the equilibrium state. Then the piston is stopped and the exponential decrease of pressure versus time is recorded. Relaxation time is then calculated from the slope of pressure versus time. Experiments with different positions when the piston is stopped give different relaxation times. Figure 1 shows a linear relationship between the relaxation time and the stop position of the piston.
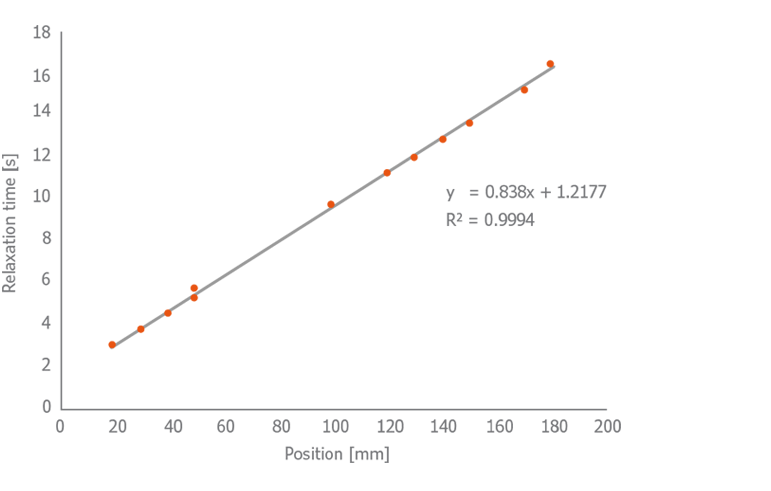 Figure 2: Dependence of relaxation time on the piston stop position in the test barrel
Figure 2: Dependence of relaxation time on the piston stop position in the test barrel
These are compression effects of the material. During the experiment, the column of melt between the piston and the capillary is compressed. In addition to the relaxation behavior of the material, this stress must be released via the capillary. The extrapolation of the relaxation times determined at different stop positions extrapolated to position 0 now provides the relaxation time of the material without compression effects. In a practical experiment, the experiment can be carried out simply with one test channel filling. Three extrusion processes each at the same speed and three different stop positions are performed via a corresponding setting in the software (script control), as shown in Figure 2.
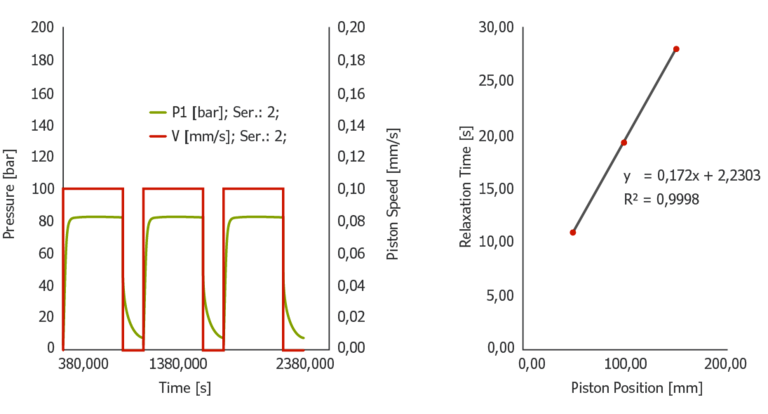 Figure 3: Test and determination of relaxation time with the capillary rheometer from three different stop positions for a LDPE
Figure 3: Test and determination of relaxation time with the capillary rheometer from three different stop positions for a LDPE
The relaxation time from the respective step test is plotted versus the piston position. The extrapolation to piston position 0 (y-section of the straight line equation) results in the given example to 2.23 seconds. The correlation of the measuring points with the approximation equation is very good at 0.9998.
Measurement results of the capillary rheometer at different extrusion speeds (pre stress) and comparisons with results from other test methods
In order to investigate the influence of the deformation rate on relaxation time, extrusion rate can be varied before the stress relieve test. The stress in the capillary rheometer test changes with the extrusion speed and the stress relieve test shows a different pressure curve. A test with three different piston positions analogous to Figure 2 is necessary for each extrusion speed.
Figure 3 shows the evaluation of relaxation tests of a PP with a previous extrusion at the shear rate 9000, 1800, 900 and 180 1 / s with 3 positions each. In this case, the stop positions are further dispersed at a high shear rate (extrusion speed) and closer to the capillary at a low extrusion speed in order to have enough extrusion time available or in order not to extrapolate too far from the measured points. The measurement points for all measurement series lie very nicely on a straight line and can be extrapolated very well to stop position 0 to determine the relaxation time - the y-sections of the straight line equations.
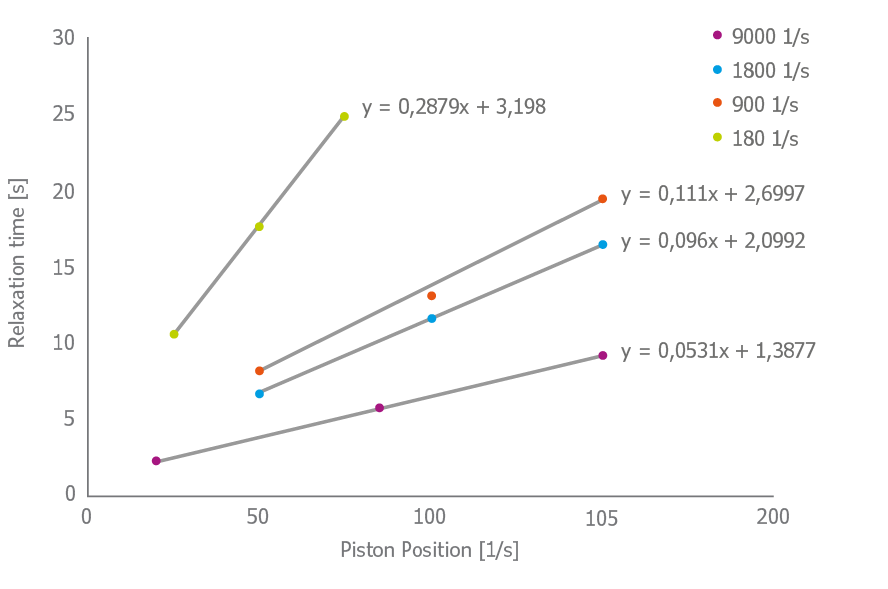 Figure 4: Determination of relaxation time with the capillary rheometer from three stop positions for different deformation rates for a PP
Figure 4: Determination of relaxation time with the capillary rheometer from three stop positions for different deformation rates for a PP
Figure 4 now shows the previously evaluated relaxation times of the previous extrusion with different shear rates and the relaxation time determined with cone-plate rheometer with negligible previous deformation rate. This shows very clearly the influence of the previous deformation on relaxation time and the need to determine the relaxation following a deformation rate close to the process. This is particularly important when using the Deborah number, which describes the visco-elastic process behaviour. The measurement at shear rates close to the process provides significantly different results, which ultimately leads to a better evaluation in the process.
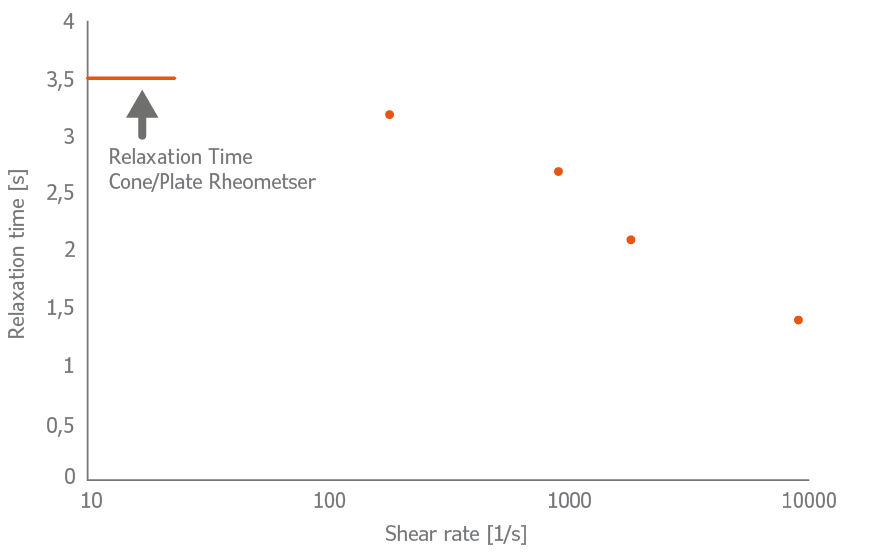 Figure 5: Relaxation time form capillary rheometer at deformation with different shear rates compared to cone /plate rheometer
Figure 5: Relaxation time form capillary rheometer at deformation with different shear rates compared to cone /plate rheometer
Relaxation times can be measured quickly and easily by the capillary rheometer. The relaxation time depends on the previous load. In addition to the description of the material, the Deborah number provides a simple way of deciding to what extent visco-elastic material properties must be taken into account in the process. A comparison of the capillary rheometer data with data from the cone-plate rheometer shows that the values can differ by more than 50%. This results in the need for the process-related determination of relaxation times by the capillary rheometer.