

Polyester PET is highly affected by moisture content during processing and even more in testing. One of the most common testing is melt index. Here moisture can lead to degradation of the material visible by an increase of melt index. To give an idea of moisture influence on melt index the following graph show typical dependencies of melt volume rate versus moisture content for two commercial PET grades.
With lower humidity content one material reach an equilibrium melt index level below 0,035% while the other still shows a slight change to lower moisture contents and the equilibrium is reached below 0,02%. However the slope in the curve is so far reduced, that 0,035% as an upper limit of moisture content can be confirmed by this measurement.
Generally the slope of the moisture dependency is ascending with increasing moisture content. Thus wrong or improper drying leads to higher measurement uncertainty, because the result is more and more dependant on changes in humidity.
The examples show, that only drying to a defined humidity level below 0,035% can lead to reproducible results. Instead of using a separate oven and humidity measurement, humidity measurement devices like Aquatrac® or HydroTracer® are also able to dry small sample amounts to a constant level.
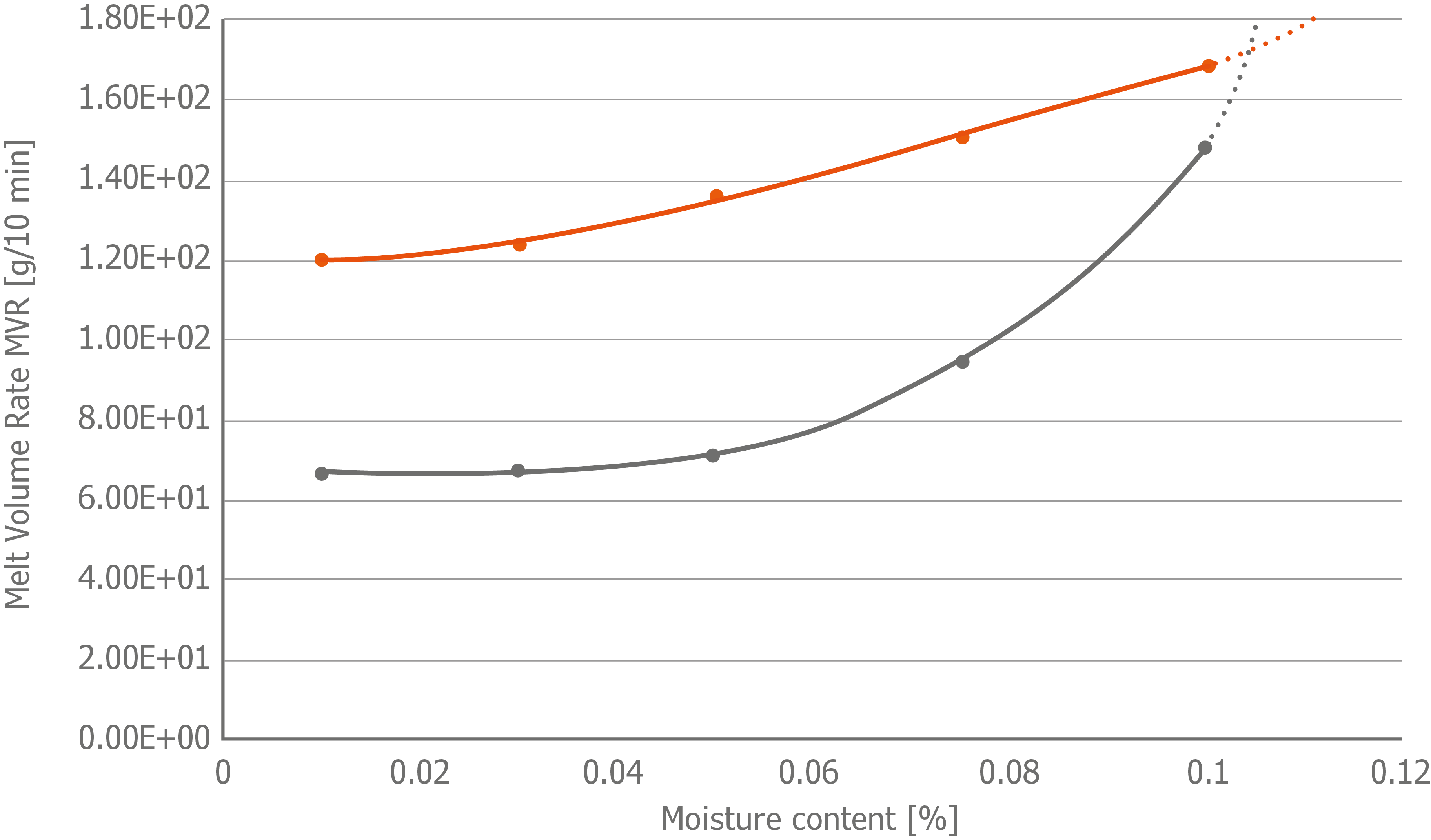 Figure 1: Typical curve of the melt index value versus the moisture content for two standard PET materials
Figure 1: Typical curve of the melt index value versus the moisture content for two standard PET materials
Handling of moisture sensitive materials
During the rheological testing of polymers the correct preparation is absolutely essential. Especially materials which are moisture-sensitive the residual humidity has influence to the test result.
For a sufficient drying the selection of the correct oven is important. Suitable are recirculating air or vacuum devices. The recirculating air oven must be operated with dry air, better are vacuum oven because during drying no Oxygen can lead to oxidation. To reduce the drying time and to improve the convection a nitrogen stream can be used.
Beside the selection of the proper oven the time and the temperature are of vital importance. The drying temperature of PA or ABS is usually 80°C, 100°C at PC and 120-160°C for PET. The drying time depends of the used oven, in vacuum devices it needs in general the double time as in nitrogen purged or in circulating air oven. Typically (depending of the material) the drying time in a vacuum oven is about 8-12 hours.
The right values of temperature and time can be seen in the specific data sheet of the supplier. Especially for PA and PET drying at too high temperatures can lead to the effect of recondensation of the materials, which lead to higher molecular weight or lower melt index than the original sample.
After drying the residual moisture should be controlled with a suitable measuring device (hygrometry), especially when the data are taken for comparison measurements.
For PA and PET the residual moisture must be lower than 0,035 %.
Summary


