Characterization of Flow Instabilities to avoid surface defects during extrusion of polymers
The challenges in polymer extrusion - such as achieving stable flow at high throughput, selecting materials with robust processing windows, and formulating compounds that resist surface instabilities - can be directly addressed through the use of the sharkskin die. Extrusion processes are highly sensitive in terms of shear, elongation, and wall friction, which often leads to onset of the shark skin effect and limits productivity. By intentionally analyzing this instability, the sharkskin die provides a precise diagnostic view of when and why a material transitions from smooth to unstable flow. This helps overcome key barriers: it clarifies differences in material suitability, reveals how additives influence surface slip and melt strength, and enables the definition of maximum stable operating conditions based on temperature and shear rate. As a result, the sharkskin die becomes an essential tool for understanding and mitigating the very limitations that typically constrain extrusion performance.
During the extrusion of plastics, elastomers or food-stuffs (e.g. starch), increasing shear stress leads to the phenomenon of stress fracture. Picture 1 shows the typical effects of this stress fracture on the extrudate surface as a function of the shear rate. At low shear rates, the profile is initially smooth. With increasing shear, shark skin formation then occurs on the surface, which is accompanied by more frequent pressure fluctuations. Further increasing the shear rate produces slip-stick effects, which are characterized by partial sliding of the melt. If the deformation or shear rate is increased further, a smoother extrudate can be obtained again in a very narrow shear rate range before melt fracture occurs after passing through the area where helix-like structures are formed, resulting in a significant loss of the original geometry.
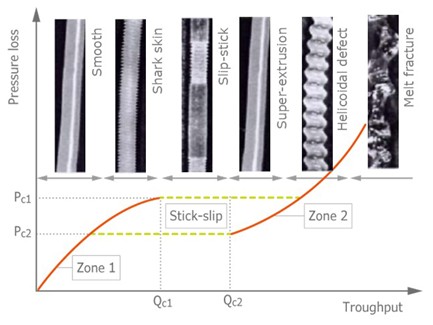 Picture 1
Picture 1
Good to know
The Shark Skin add-on enhances both GÖTTFERT capillary rheometers and existing laboratory extruders with precise analysis of flow instabilities.
The shark skin effect manifests itself by means of higher frequency pressure fluctuations and can thus be observed before the effect becomes visible on the surface. These pressure fluctuations can only be detected with extremely fast sensors (see Picture below). For the process, the maximum shear rate or deformation at which no shark skin effect is visible and the extrudate surface is still smooth can be determined via the higher frequency pressure fluctuation. This effect can then be recognized by the incipient pressure fluctuations. The exact deter-mination of this maximum shear rate provides possibilities for process optimization or targeted material selection with regard to throughput behavior depending on surface quality. Determination on a laboratory scale means that costly production trials can be avoided. Furthermore, the influence of additives to reduce flow instabilities can be specifically investigated.
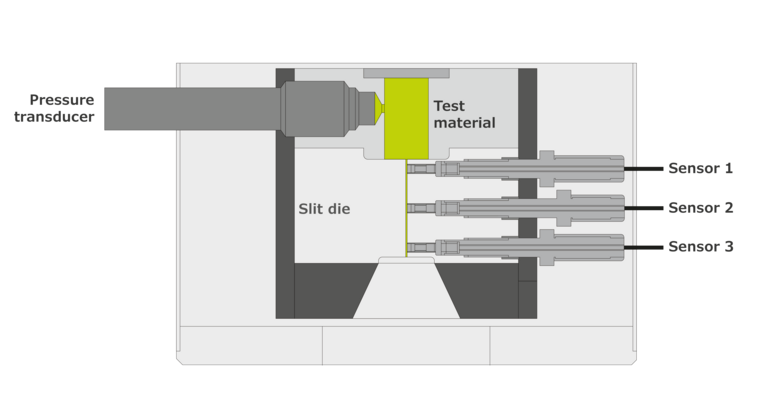
The following Pictures show a comparison of the conventional pressure measurement (sampling rate max. 10 Hz) in front of the capillary with the higher frequency pressure measurement (up to 20 KHz) in the slit die on the same material.
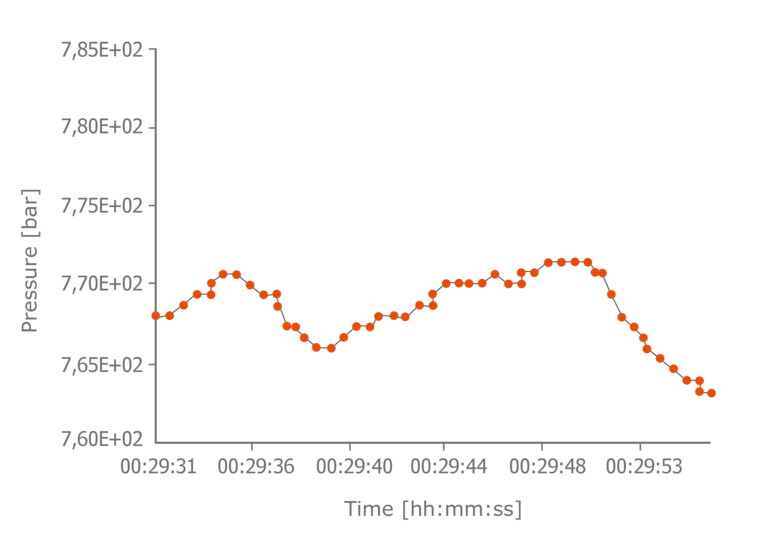 Alternative pressure measurement (max. 10 Hz)
Alternative pressure measurement (max. 10 Hz)
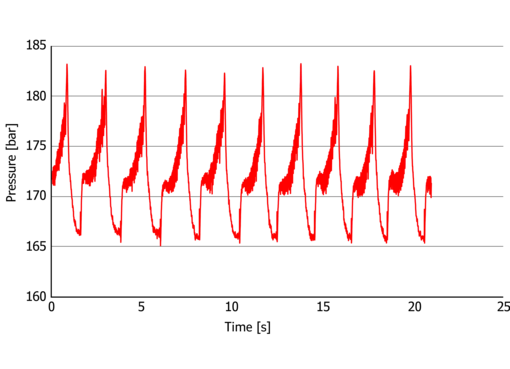
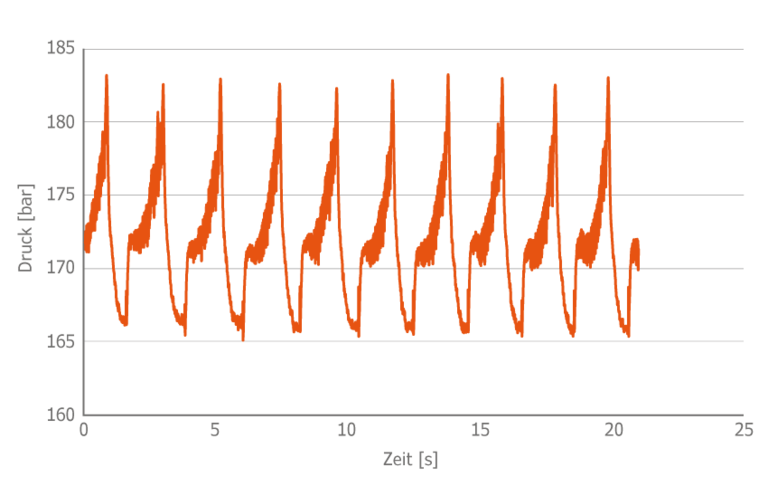 Higher frequency pressure measurement (up to 20 KHz)
Higher frequency pressure measurement (up to 20 KHz)
This example in the slip-stick range shows that amplitude and frequency are not correctly repro-duced in conventional measurements, as time and pressure resolution are still insufficient. It is therefore not easy to investigate flow instabilities with normal pressure transducers. In contrast, a regular pulsating pressure increase with superimposed higher-frequency pressure oscillations can be detected with the higher-frequency pressure measurement. The respective individual frequencies and amplitudes can be determined from the pressure signal via a sub-sequent Fourier transformation. The frequencies determined in this way correspond exactly to the frequencies determined from the length of the defects on the strand surface and the respective extrusion speed. The following Picture shows the frequency spectrum with the respective ampli-tudes for the pressure signal recorded above. The peak at a frequency of zero Hertz corresponds exactly to the static pressure signal.
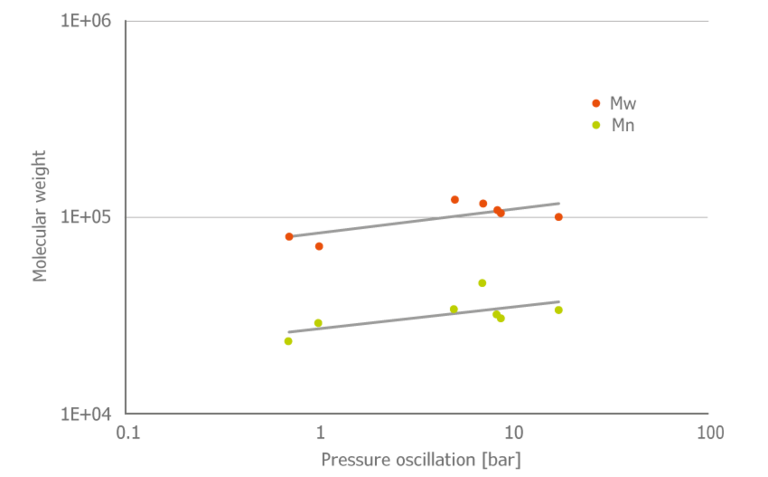
In addition to the frequency spectrum, statistical evaluation of the pressure oscillations is also possible. Molecular data and the additives are the main factors influencing the occurrence of pressure fluctuations.
The following Picture shows a plot of the molecular data Mn and Mw over the measured pressure oscil-lations for different LDPE blown film types. Due to the relatively low dependence of the pressure oscillation on molecular data, the plot shows the relevance of other influencing factors, such as the additives added, and thus underlines the necessity of the exact quantitative determination of the pressure oscillations via the option presented for optimizing the materials.