Rheometry in rubber industry is mainly performed using Mooney rheometer and MDR rheometer, measuring far from the range of processing deformation. Because of the nonlinear behavior of the materials, a prediction of processing behavior is often not possible because of missing selectivity or prediction is even wrong. Further thixotropic effects are neglected in testing, while processing always includes plasticization of rubber before extrusion or injection molding. Rubber materials also contain waxes and plasticizer, which lead to slip behavior in processing. Conventional rubber testing instruments does not include these effects in their measured data.
Therefore, wrong processing behavior often is recognized after starting production causing waste in production time and material. In mold or die flow simulation neglecting the contribution for plasticization to flow behavior and neglecting especially wall slip behavior leads to a wrong prediction of dies or molds with a long and cost intensive start up for new products.
Another important material group like PVC dry blends needs plasticization of the material to jell the powder material. Here in conventional testing at least some plasticization is needed in a single or twin-screw extruder. Measurement of a well-defined flow curve using an extruder is possible, because residence time changes for each speed set to achieve a flow curve. Contifeed offers a possibility to reduce testing effort and allows setting a defined material plasticization before testing.
Contifeed combines a small lab extruder of 20mm with 10D or 25D length with a single or dual barrel capillary rheometer.
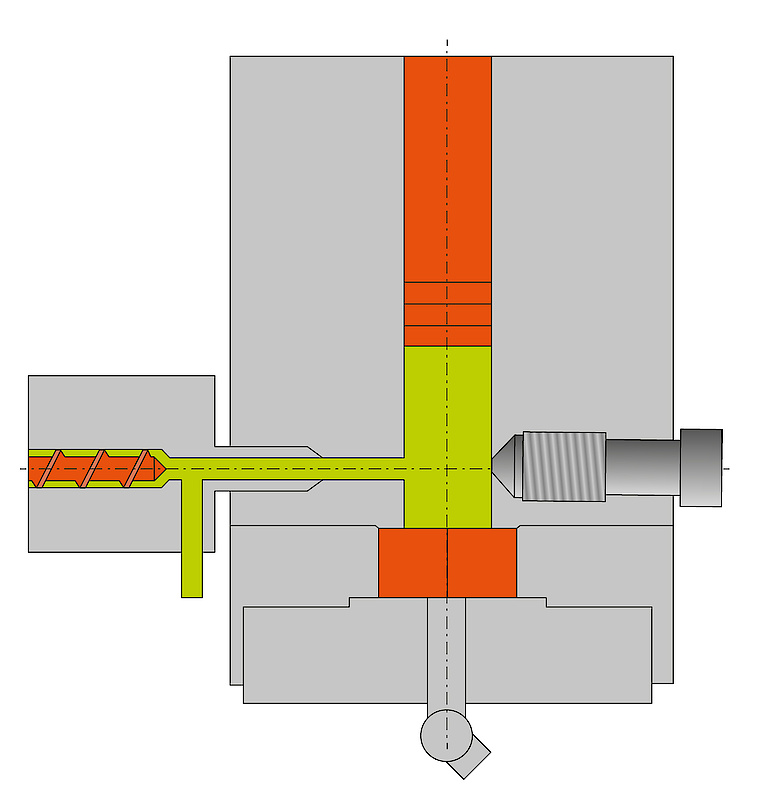 Figure 1: Principle of Contifeed
Figure 1: Principle of Contifeed
The extruder is connected to the capillary rheometer by a bypass value just above the die. The setup allows plasticizing the material by different back pressures generated by the capillary rheometer. The automatic bypass valve allows a fully automated filling and measuring routine. Due to automatic feeding residence time is reduced up to 50%. Figure 1 show the principle of the device, where the lab extruder is adapted to a twin bore capillary rheometer for a simultaneous filling of two barrels. Each barrel is equipped with die. For example, the dies can have the same diameter but different length to perform corrections like Bagley correction (entrance pressure loss correction).
Generally, polymers change their rheological behavior by plasticization due to disentanglement of the polymer chains, especially materials such as PVC and elastomers must be plasticized appropriately before processing.
Figure 2 shows the influence of plasticization on residence time. Time savings up to 50% are possible.
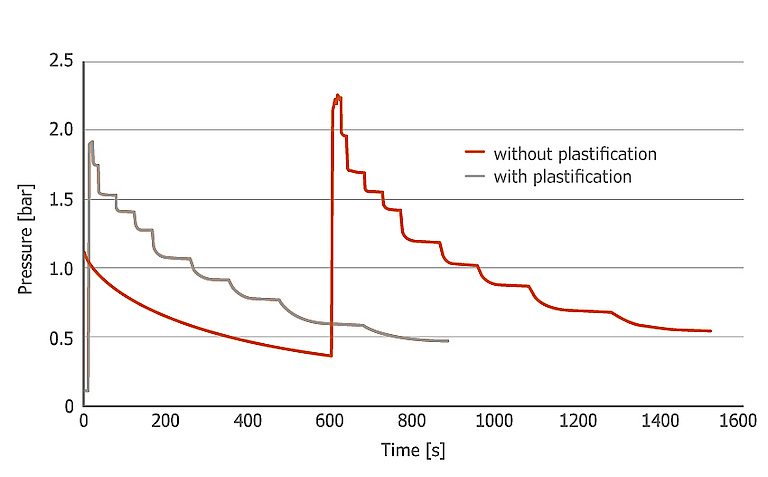
Figure 3 shows the influence of plasticization on viscosity of a high oil filled SBR compound. The data are approximated by Ostwald de Waele model (power law). Ostwald de Waele model coefficient are listed in table 3. Plasticizing does not affect Power law coefficient, but the level of viscosity shows a difference of about 10%.
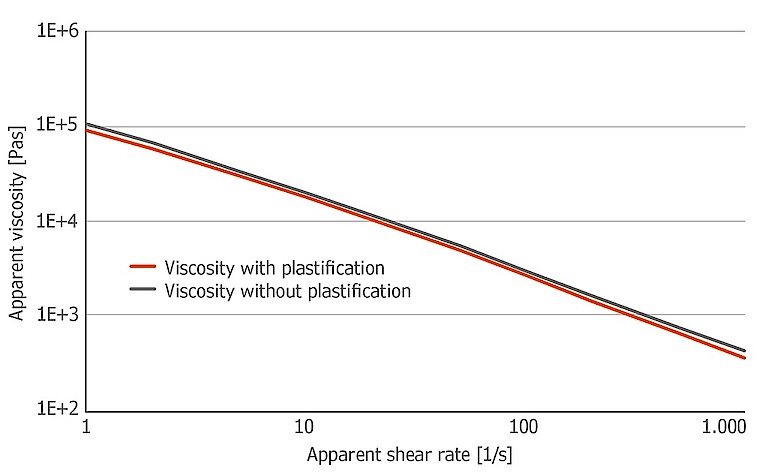 Figure 3: Influence of plasticization through the feed extruder ∅ 20mm/10D on apparent viscosity
Figure 3: Influence of plasticization through the feed extruder ∅ 20mm/10D on apparent viscosity
 Table 1: Ostwald de Waele Parameter
Table 1: Ostwald de Waele Parameter
To analyze the influence of plasticization of CONTIFEED measurement results of extrusion compounds are presented with plasticization by Contifeed and without by standard capillary rheometer. The data are Bagley (entrance pressure loss) and Rabinowitsch-Weissenberg corrected. Here two examples are presented.
Figure 4 shows the influence of plasticizing on a tire compound where a high change in corrected viscosity and lower influence on extensional viscosity is to be seen. By plasticization, viscosity changes up to 35% and extensional viscosity up to 18%.
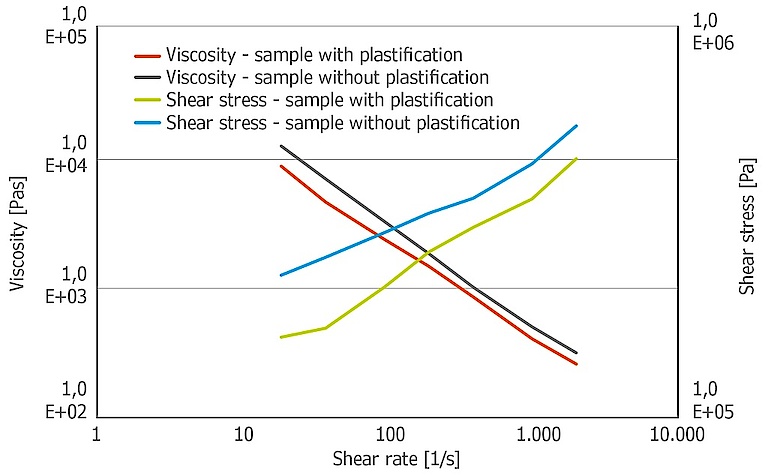 Figure 4 (1)
Figure 4 (1)
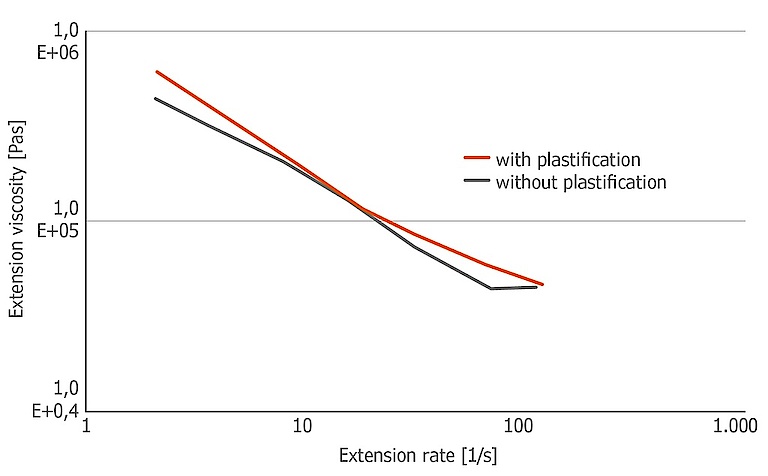 Figure 4 (2)
Figure 4 (2)
Figure 5 shows a further example for the influence of plasticization on a tire compound where a high change in extensional viscosity and a lower influence in corrected viscosity is to be seen. For this example, plasticization generates with 5% only a minor change in viscosity but with 54% a huge change in extensional viscosity.
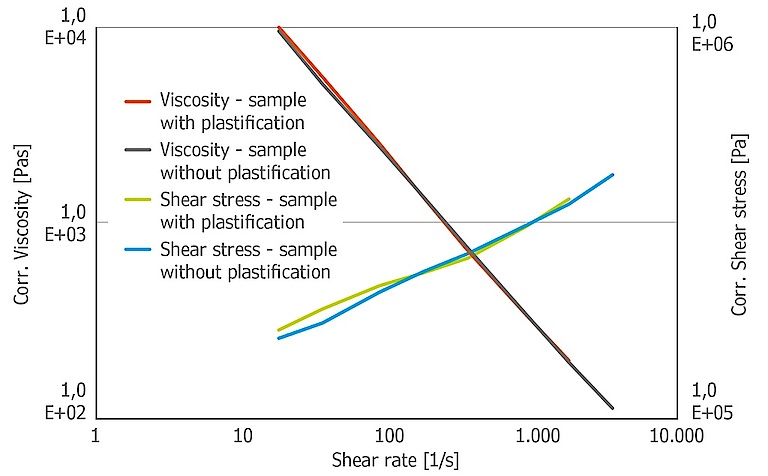 Figure 5 (1)
Figure 5 (1)
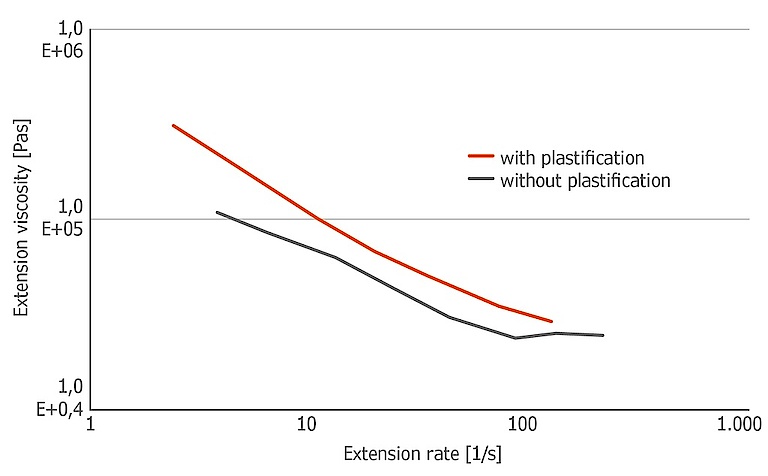 Figure 5 (2)
Figure 5 (2)
These examples show, that plasticizing cannot not only be considered by a shift of viscosity and extensional viscosity because also shear thinning behavior is changing. Further, the influence on viscosity and extensional viscosity can be completely different for the materials. Rheological data obtained, lead to a lower pressure loss in long straight flow channels and smaller differences in converging areas for material 1 and nearly the same pressure loss in long straight flow channels and big difference in converging areas for material 2 if plasticization is considered.
Conclusion
Concluding plasticizing through the feed extruder of Contifeed leads to the following advantages:
Plasticization by Contifeed gives both, a reduction of shear viscosity as well as extensional viscosity suitable for the determination in converging sections up to app. 50%. Thus, the data generated by Contifeed are much more suitable for process simulation than conventional testing techniques, neglecting pre-shear history.