

Advantages of the discrete, discontinuous RAM extrusion compared to the conventional screw extrusion in the clean room production.
Both plastics and pharmaceutical agents are becoming more and more expensive, especially in the medical industry. For this reason, it is important to use as little material as possible in research and development, as well as in the manufacture of biodegradable implants, in view of saving cost. In this point of view, the RAM extrusion is an optimal alternative to the conventional screw extrusion.
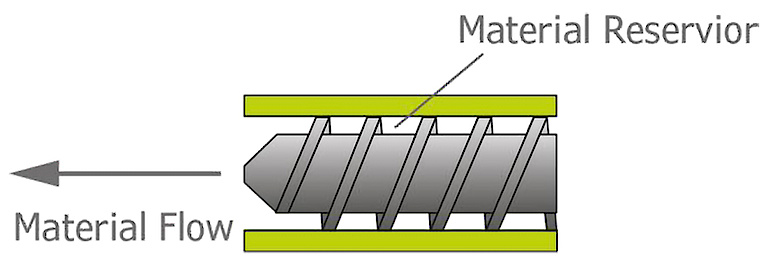
In the production of implants with a screw extruder, the carrier material and drug are mixed and melted by the screw, at a defined temperature. After this, the homogenized mixture is extruded through a die. After hardening of the material there is a dispersion.
This method has the advantage that a continuous production of implants is possible, and a the mixture of the individual material components is done in the cylinder of the extruder. However, this method also has some disadvantages.
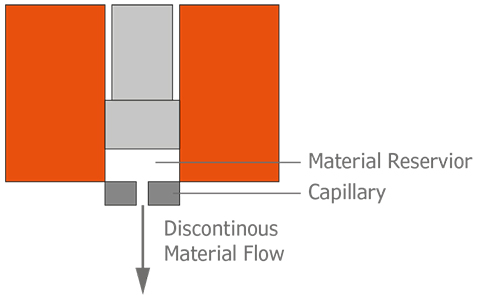
In contrast to the conventional screw extrusion, in the RAM extrusion, the mixed mass (drug and a pharmaceutical carrier material) is filled in a cylindrical barrel. The mixture will be compressed by the piston and then uniformly heated and melted. This method ensures a homogeneous and bubble-free compaction.
After a certain residence time the material is extruded from the barrel at a constant ram velocity (constant volume of material). In the zero position of the piston, there is only a small gap left between the piston and the die (position h = 0), which means that there are almost no material losses and thus a high cost savings by itself.
A die swell measurement can also monitor the strand size and an optional cutter ensures a uniform and reproducible length of the extrudate.
RAM Extruder von GÖTTFERT
For the RAM extrusion GÖTTFERT offers the best possibilities. Based on a capillary rheometer, the RHEOGRAPH 25E is used in research and development and in production under clean room conditions. The RG25E works in a power range of up to 25 kN and a piston speed of 0.00005 - 40 mm / sec. The measurement and production processes can bedefined by SCRIPT control of the software.
With the Trico RAM, a three-component batch extrusion process can be performed. Here an extrudate which consists of 3 layers can be produced. The extrusion process is monitored and controlled by three pressure transducers, three product temperature sensors and a triple piston force control up to 40 kN.
 Figure 2: Rheograph 25E
Figure 2: Rheograph 25E
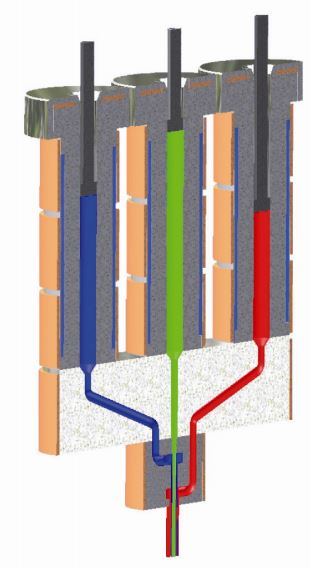 Figure 1: Scheme of the three-component
batch process with the Trico-Ram
Figure 1: Scheme of the three-component
batch process with the Trico-Ram
GÖTTFERT RHEOGRAPH 25 E is an innovative high-pressure capillary rheometer for determining the flow behavior and viscosity of thermoplastics and rubbers as well as for manufacturing implants in the pharmaceutical industry.
Technical Highligths
Further highlights of RHEOGRAPH 25 E:
Figure 3: RG 25 E
 Figure 4: Trico Ram
Figure 4: Trico Ram

