

Test procedure
Once established, the actual test procedure is very similar to an MFR/MVR-measurement. The integrated test barrel has to be filled with material (PE, PP etc.) and cleaned after each measurement by the operator. The viscosity measurement itself is carried out by the instrument in a fully automatic mode. Depending on the defined shear rates a test takes between 6 and 15 minutes.
Viscosity Measurement
The apparent shear rate is calculated from the geometry and the piston speed. The apparent shear stress is calculated from the measured force and the test weight. The apparent viscosity is automatically calculated from these two values.
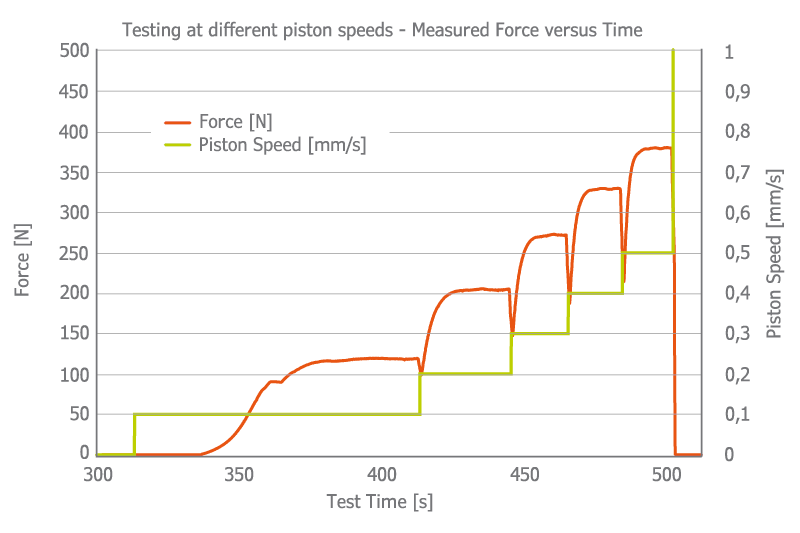
The following graphic shows the real time data recorded during the test. After melting time of 300 s the piston starts to move down with the first velocity which is defined in the test parameters. After the measured force is stable, the apparent viscosity of the first step is stored, and the next piston velocity is applied. Up to 10 different apparent shear rates can be measured with one filling of the test barrel.
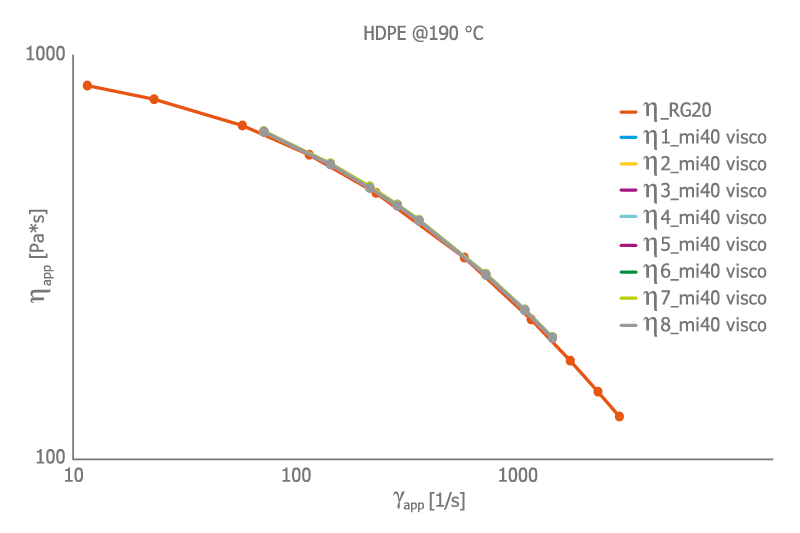
mi40 visco vs. Capillary Rheometer RG20 with HDPE, MFR (190 °C/2,16 kg) = 9 g/10min
The following graph illustrates a comparison between the apparent viscosity measured with a high-pressure Capillary Rheometer (RG20) equipped with a die L/D=30/1 mm compared with Melt Flow Indexer (Plastometer) mi40 with integrated viscosity option equipped with a die L/D=10/1 mm. The results of eight viscosity measurements carried out by mi40 visco are drawn over each other and show a great reproducibility. The results of mi40 closely demonstrates the results of Capillary Rheometer RG20.
The maximum shear rate is limited by the maximum pressure of 110 bar and the minimum piston speed of 0.1 mm/s. This correlates to a minimum apparent shear rate of 72 1/s with the L/D=10/1 mm die.
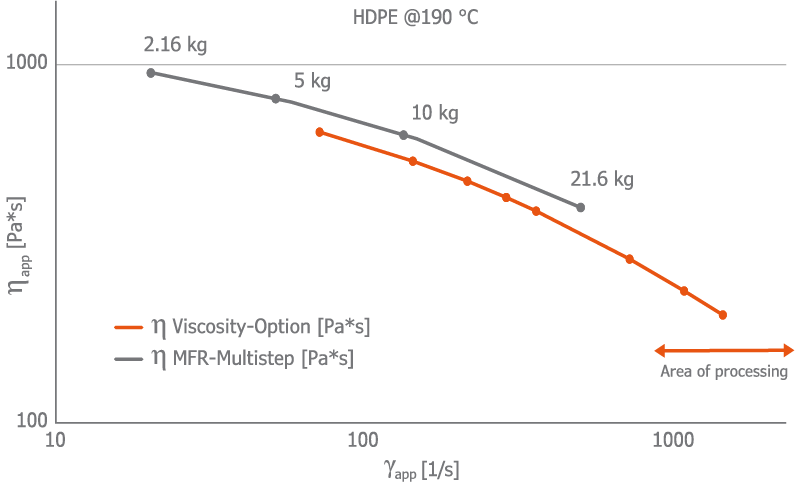
mi40 visco vs. MFR-multi-weight measurements with HDPE, Melt Flow Rate (190 °C/2.16 kg) = 9 g/10min
The following graphic shows a comparison between apparent viscosity recorded with multiple MVR-Multistep tests with a L/D=8/2.095 mm MFR-die in grayand data recorded with the Melt Flow Indexer(Plastometer)mi40 visco using a L/D=10/1 mm viscosity-die in orange.The apparent viscosities recorded with the shorter MFR-die are slightly higher, because non viscous effects like entrance pressure loss are not corrected. Entrance pressure loss is even more important at shorter dies than longer viscosity-dies.Additionally, the force of the motor added to the weight of MI-40 makes it possible to reach higher apparent shear rates compared to normal Melt Flow Rate measurements. This enables the opportunity to carry out measurements in the shear rate region that is actually used during production.
| HDPE @ 190 °C | Max. apparent shear rate |
| MFR (2,16 kg) = 9 g/10 min | [1/s] |
| MFR multistep test | 500 |
| mi40 visco | 1500 |
Using the mi40 visco with the L/D=10/1 mm die, is possible to measure materials with an apparent viscosity of 285 Pa*s at apparent shear rate of 1000 1/s. The viscosity at a shear rate of 1000 1/s is quite common quality control criterion and available on a number of spec sheets. For a wide variety of materials, the mi40 visco is able to test at these conditions.
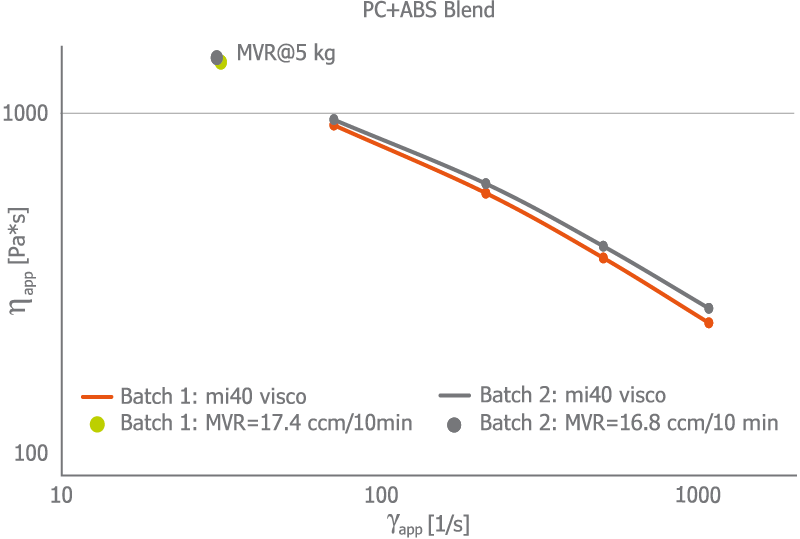
Better selectivity: PC+ABS Blend, MVR(260 °C/5 kg) = 18 ccm/10min
A quite common problem during production is, that different batches of the same material show similar MFR/MVR values, but still behave differently in the actual production process. This can be caused by different shear thinning behavior. While the viscosity at the low shear rates during the MFR/MVR-test mostly correlates with the mean molecular weight, the viscosity at higher shear rates is also influenced by the broadness of the molecular weight distribution. With the mi40 visco it is possible to test materials close to the actual production conditions.
In the following example, batch 1 was fine, while batch 2 creates problems during injection molding. Both MVR values are in spec and only slightly different. With the mi40 visco it is possible to detect the different shear thinning behavior of both batches. The difference in viscosity is more pronounced at the actual shear rates used during the production process.
PC+ABS Blend | MVR (5 kg) | Apparent Viscosity @ app. Shear Rate 1090 1/s |
| 260 °C | [ccm/10min] | [Pa*s] |
| Batch 1 | 17.4 | 242 |
| Batch 2 | 16.8 | 267 |
| Difference | -3.4 % | +10.3 % |
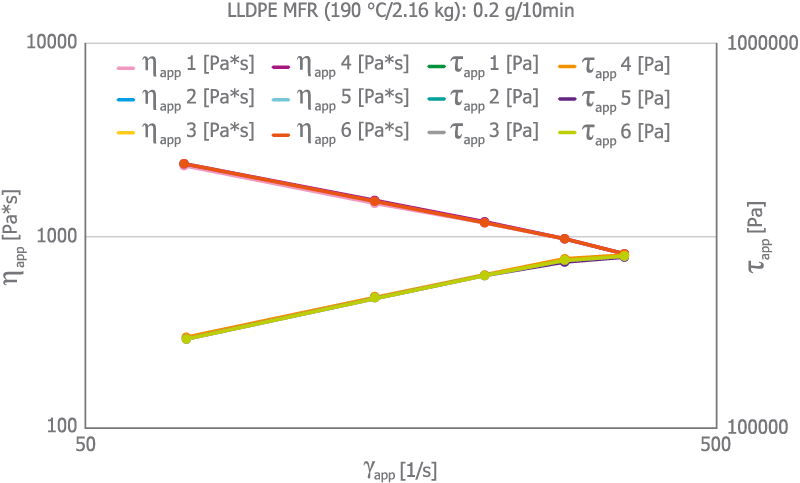
High viscosity material: LLDPE, MFR (190 °C/2.16 kg) = 0,2 g/10min
It is also possible to measure material with very high viscosity. The following LLDPE is usually characterized at very low shear rates during a standard MFR test (MFR = 0,2 g/10 min correspondents with an apparent shear rate of 0,48 1/s). With the mi40 visco, it is possible to measure at shear rates in the shear thinning region. The maximum possible apparent shear rate with this material is 360 1/s limited by the maximum force of 800 N. The 6 displayed tests show a great reproducibility.
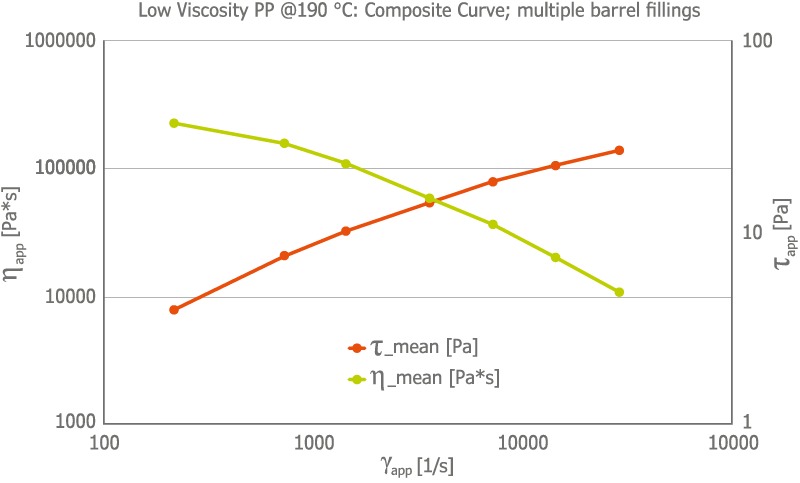
Low viscosity material: PP, MFR (230 °C/2.16 kg) = 800 g/10min
Low viscosity material can be measured over very broad shear rate range. The maximum piston speed of 40 mm/s results in an apparent shear rate of 28 760 1/s using the L/D = 10/1 mm die. The mi40 visco is well suited to characterize materials like these.
With the new viscosity option, the mi40 visco is transformed into a testing device capable of MFR/MVR measurements according to ISO 1133-1, ISO 1133-2 and ASTM D1238 as well as viscosity measurements according to ISO 11443. The proven ease of operation of the melt-flow indexer is combined with the increased material characterization capabilities of a capillary rheometer. This new option makes it possible to test viscosity as a QC criterion, without a huge investment in time, training or money.
The key advantages of the mi40 visco are: