

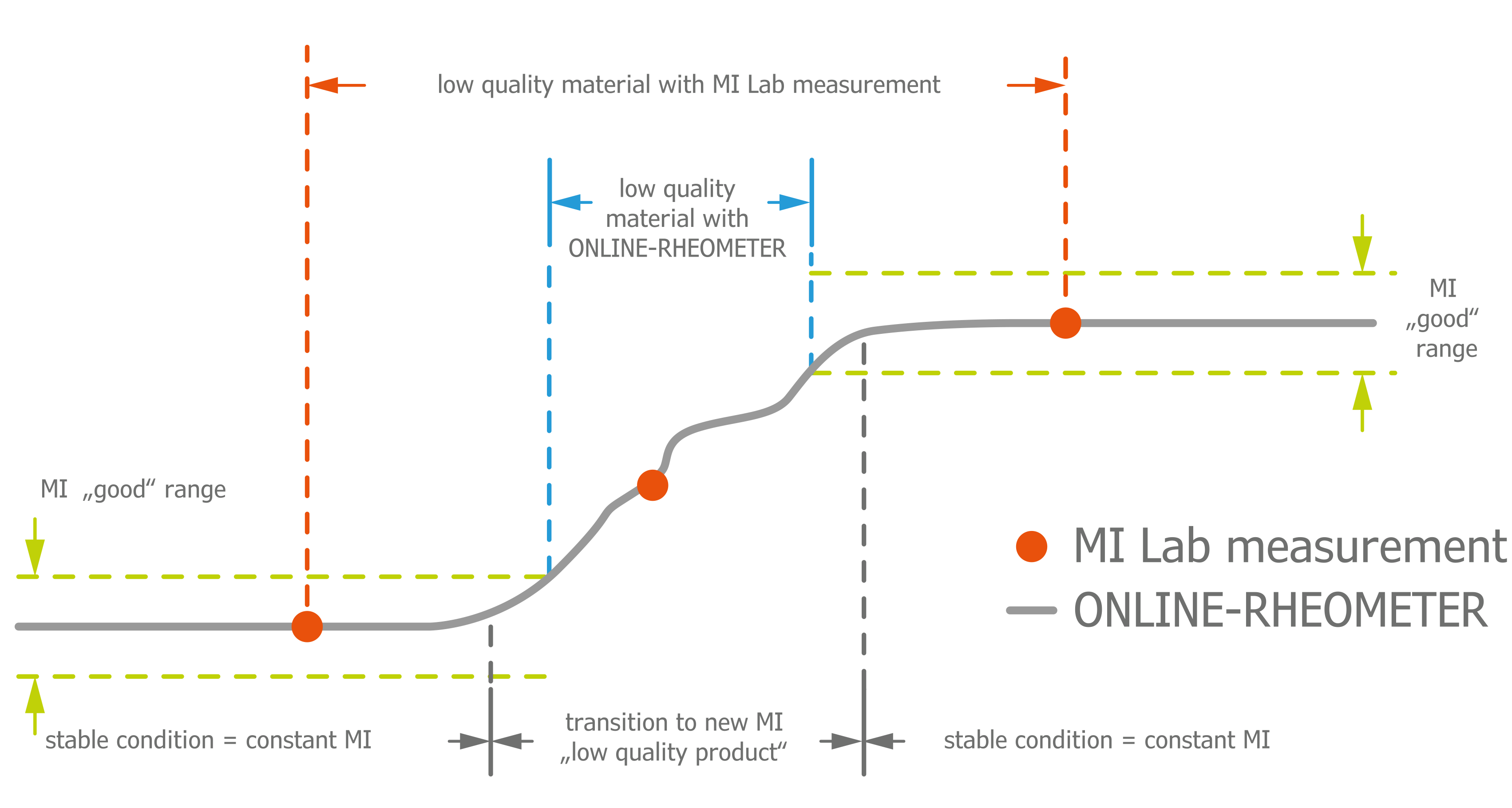
Polymer processing or polymer compounding is often controlled by so called ONLINE-RHEOMETER that are essential for real-time process control. For Testing the flowability of the polymer mainly Melt Flow Rate (MFR) and Melt Volume Rate (MVR) measurement carried out beside viscosity measurements of polymer melts. To ensure a high selectivity during material changes a good measurement repeatability and accuracy is needed.
In the following diagram points out the material change during polymer processing.
Requirements for high precision measurements
GÖTTFERT ONLINE-RHEOMETER stand for measurement with high precision and accuracy. Therefore, a periodical maintenance and calibration of the rheometer is recommended and a pre-requisite requirement for the referred data given in the following chapter.
These simple models are:
Periodical calibration necessary:
External Influence of Measurement Uncertainty
Online Rheology Measurements with GÖTTFERT Rheometer are carried out in two different modes:
These two operation methods are influenced by different repeatability and accuracies.
In general uncertainty of measurement is influenced by:
Uncertainty of the rheometer is given by the resolution of temperature control system, geometries as well as resolution of the drives. The contribution of the device is small compared to the other influence factors.
Uncertainty of material depends on stability and flow pattern like wall slip or instabilities.
Some polymer materials easily degrade, especially if they are unstabilized, or cross-linked. These materials will of course show a lower repeatability and accuracy than stable material. Furthermore, some materials show flow pattern or flow instabilities. Also, these materials show a larger variation in the measurement results and lower accuracy than materials without flow pattern. The contribution of material to measurement uncertainty is one of the main parameters.
Environmental conditions are the third parameter which is influencing measurement uncertainty. Especially draft can cause big fluctuations in measurement and lead to a low accuracy. Special additional shielding can minimize the draft effect.
Examples of high accuracy measurement
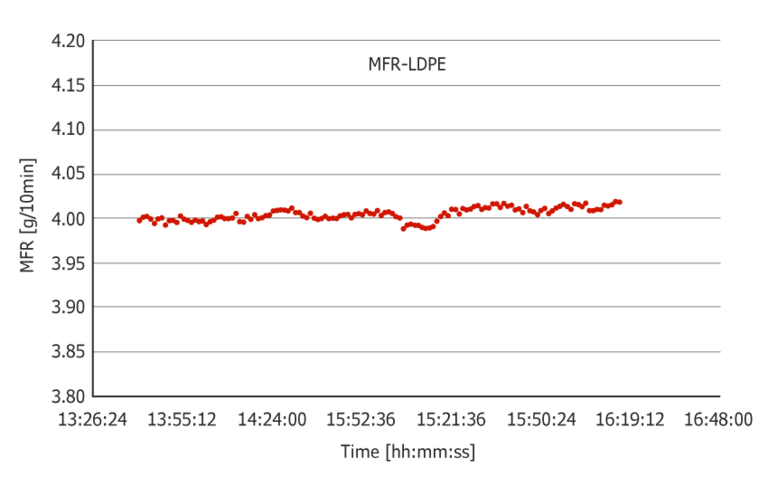
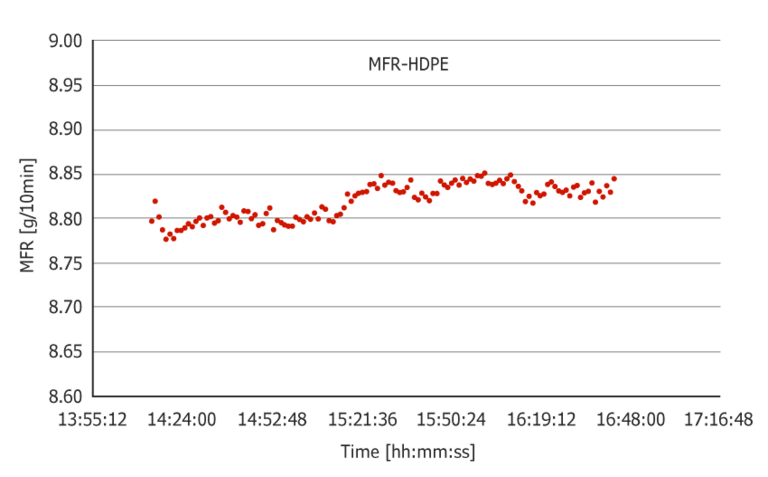
In the following two examples of each MFR and viscosity measurement are presented, which were run on RTS feed by a lab extruder (ALR-R) as shown in figure 1.
Here mainly the uncertainty of device is present. The influence of material is small because the materials used are very stable and no change by degradation or cross linking occurs.
 Fig. 1: ALR-R consisting of 1” lab extruder feeding RTS extruder
Fig. 1: ALR-R consisting of 1” lab extruder feeding RTS extruder
| mean MFR | 3,995 [g/10min] | mean MFR | 8,819 [g/10min] |
| Std. dev. | 0,008 [g/10min] | Std. dev. | 0,020 [g/10min] |
| Variation coeff. | 0,196 [%] | Variation coeff. | 0,223 [%] |
| MFR max. | 4,014 [g/10min] | MFR max. | 8,851 [g/10min] |
| MFR min. | 3,981 [g/10min] | MFR min. | 8,777 [g/10min] |
| abs. Variation coeff. | 0,418 [%] | abs. Variation coeff. | 0,424 [%] |
| Lab value | 4,0 [g/10min] | Lab value | 8,821 [g/10min] |
| Dev. | 0,125 [g/10min] | Dev. | 0,022 [g/10min] |
Table 1: Repeatability and accuracy of MFR measurement from LDPE 2.5 h run (left) and HDPE 2 h run (right)
Table 1 shows a run for long run of MFR measurement for a LDPE and a HDPE with a high repeatability and high accuracy to lab value. The data show the capability of the GÖTTFERT Online Rheometer “RTS” and constant ambient conditions with materials show neither cross linking or degradation or flow instability pattern.
 LDPE 2.5 h run
LDPE 2.5 h run
 HDPE 2 h run
HDPE 2 h run
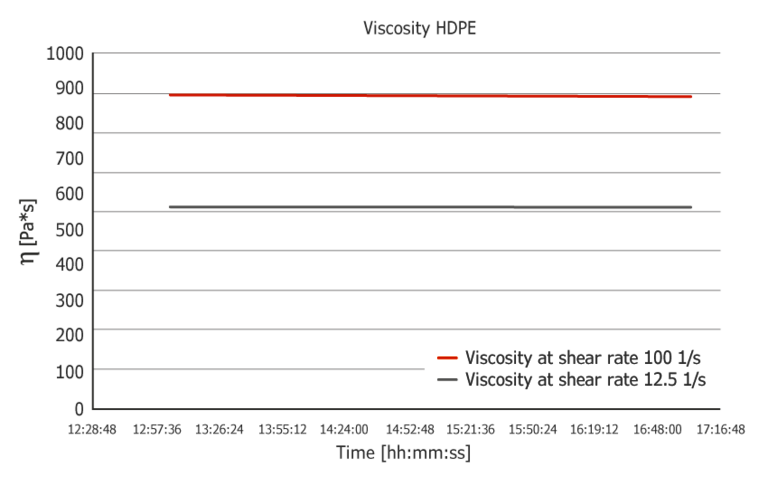
The materials are also tested in the viscosity mode in the mean shear rate range in the transition region between Newtonian plateau and shear thinning region at shear rate 100 1/s and 12.5 1/s. The transition region allows the most selective characterization of polymers.
Table 2 and 3 shows data for viscosity at shear rate 100 1/s and 12.5 1/s. The measurement shows even more consistent values than the MFR measurement.
| mean Viscosity | 565,153 [Pas] | mean Viscosity | 877,215 [Pas] |
| St.dev. | 0,222 [Pas] | St.dev. | 0,991 [Pas] |
| Variation coeff. | 0,039 [%] | Variation coeff. | 0,113 [%] |
| Viscosity min. | 564,641 [Pas] | Viscosity min. | 874,946 [Pas] |
| Viscosity max. | 566,090 [Pas] | Viscosity max. | 879,728 [Pas] |
| Variation coeff. Abs. | 0,128 [%] | Variation coeff. Abs. | 0,273 [%] |
Tabelle 2: Viskositätsmessung einer Schergeschwindigkeit von 100 1/s (links) und 12,5 1/s (rechts) eines 4 h Durchlaufs
 HDPE shear rate 100 1/s and 12.5 1/s of a 4 h run)
HDPE shear rate 100 1/s and 12.5 1/s of a 4 h run)
| mean Viscosity | 552,244 [Pas] | mean Viscosity | 1579,882 [Pas] |
| St.dev. | 0,269 [Pas] | St.dev. | 4,623 [Pas] |
| Variation coeff. | 0,049 [%] | Variation coeff. | 0,293 [%] |
| Viscosity min. | 551,607 [Pas] | Viscosity min. | 1573,665 [Pas] |
| Viscosity max. | 552,778 [Pas] | Viscosity max. | 1589,462 [Pas] |
| Variation coeff. Abs. | 0,106 [%] | Variation coeff. Abs. | 0,500 [%] |
Table 3: Viscosity measurement at shear rate 100 1/s (left) and 12.5 1/s (right) of a 2 h run with LDPE
The measurement during polymer processing or polymer compounding needs for high selectivity of material changes a good repeatability and accuracy. Main factors influencing repeatability and accuracy are material related and caused by environmental conditions. MFR and viscosity measurements are presented with a high level of measurement repeatability and accuracy for stable material under consistent environmental conditions.
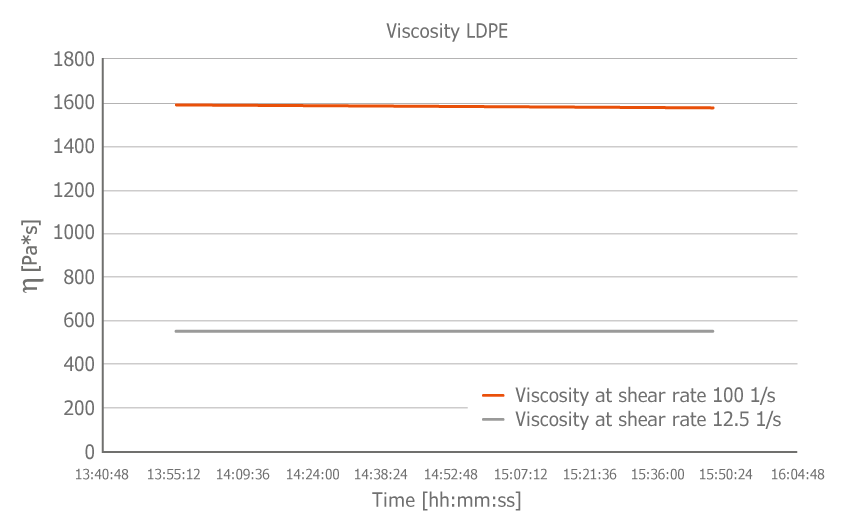 LDPE shear rate 100 1/s and 12.5 1/s of a 2h run)
LDPE shear rate 100 1/s and 12.5 1/s of a 2h run)